The natural choice
Søk



Rustfritt Rør Rundt Sveist, Slipt og Polert EN 1.4401/4404
Velg variant
Rustfritt Rør Rundt Sveist, Slipt og Polert EN 1.4401/4404
Velg varianter for å se listepris

Bearbeidingsalternativer
+
Leveransealternativer
+
Legg til sertifikat
Din pris
Outlet pris
Tusen takk for din melding. Vi kontakter deg snart.
Produktinformasjon
Det austenittiske stålet med betegnelsen 1.4404 inneholder ca. 2 % molybden i tillegg til krom og nikkel. Forskjellen mot 1,4307 bortsett fra tilstedeværelsen av molybden er at nikkelinnholdet er større. Denne typen rustfritt stål omtales ofte som syrebestandig, noe som til en viss grad er en feilbetegnelse siden materialet motstår angrep kun av svake syrer. 1.4404 har lavt karboninnhold som gjør at den kan sveises uten å risikere svekkelse av korrosjonsmotstanden i nærheten av sveisen. Når det gjelder styrke, tilsvarer 1.4404 mer eller mindre den lavere legerte karakteren 1.4307.
I form av sveisede rør er 1.4404 standardisert i EN 10296-2. Tibnors lagerstandardprogram dekker rør med utvendig diameter i området 8-204 mm og veggtykkelser mellom 1,0 og 3,6 mm. Rørproduksjonsprosessen starter fra ark som er glødet, syltet og kaldvalset (vanlig finish er 2B) som etter slisset bøyes til en rund form og sveises i lengderetningen. Sveiseprosessen kan variere, men for tynnveggede rør er motstandsstøtsveising den vanlige metoden.
Tilstedeværelsen av molybden sammen med krom gjør 1.4404 motstandsdyktig mot korrosjon i svake syrer og vann som inneholder klorider så lenge kloridkonsentrasjonen ikke er for høy; et eksempel på et miljø hvor stålet fungerer godt er saltholdig kystatmosfære. Materialet er også et vanlig valg for utstyr i proffkjøkken og for storskalaforedling av mat og legemidler.
1.4404 har god formbarhet og sveisbarhet og disse gunstige egenskapene beholdes selv når produktformen er et sveiset rør. Når det gjelder kaldformbarhet, utsettes sveisede rør for omfattende testing for å sikre at det ikke er risiko for sprekkdannelse ved eller i nærheten av sveisen i tilfelle rørene må behandles via kaldforming.
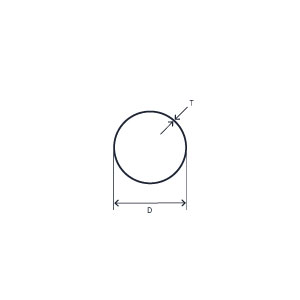
Sveisede rør som lagerføres i klasse 1.4404 har etter sveising blitt glødet og syltet igjen eller blankglødet. Overflatebehandlingen i disse tilfellene, som er betegnet i EN 10296-2 som henholdsvis W2A eller W2R, er metallisk rene/lyse og uten oksid, men med sveisen fortsatt merkbar. Det er tillatt at sveisestrengen heves noe. Toleransene på ytre diameter (D) og veggtykkelse (T) er spesifisert i detalj i EN 10296-2 og EN-ISO 1127, men er maksimalt ±1% av D og ±10% av T. Rettheten er god med tillatt høyde på buen maksimalt 0,002 ganger lengden.